Surface Treatment of Polyolefins for Decorating and Adhesive Bonding
Polyethylene and Polypropylene have chemically inert and non-polar surfaces. Chemically inert and non-polar systems do not bond well with adhesion products. Surface treatment is required for acceptable adhesion of decorations, coatings, and other adhesive products. Oxidation of polyolefin surface may be performed by the use of a flame to produce a receptive polar surface. A receptive polar surface will take adhesion products and increase the ease of plastic printing.
The following comments are offered as a guide for surface treatment of specific fabrication methods:
1) Plastic Sheet treating: for thin walled plastics, also called thermoforms plastics, flame treating is ideal. Especially if the products is greater than 25 mils. Warpage of the treated parts can be avoided by increasing the conveyor speed (if the treatment is being done by a machine with a conveyor), or increasing the distance from the burner to the treated part. Both applications will reduce the BTU/hr energy transfer of the burner in respect to the plastic part.
2) Injected molded products: Flame treatment is ideal for injected molded products usually due to the size, shape, and thickness of the products. Always try to avoid excess heat when treating injected molded products, because it may bring out flow marks in the product. Excess heating can also remove the ‘gloss’ from the product.
3) Blow Molded Products: Flame treatment is ideal for the majority of blow molded plastics because of the shape and wall thickness. The flame treatment will even maintain the glossy finish of plastics.
4) Rotational Molded Products: Flame treatment is ideal.
Long lasting surface treatment can be achieved easily with the proper equipment. If the treated parts are stored appropriately, the parts will retain their surface treatment for a minimum of one year. Be careful to reduce contamination of the parts prior to treatment.
Common contaminants which reduce flame treating of plastics.
1) Handling: Use clean white gloves to handle the parts. Plastics which have been touched with ‘oily’ hands will not treat properly.
2) Additives: Concentrations of slip, anti-bock, and antistats can adversely affect the level of treatment.
3) Machine oil and grease: Grease and oil spots on parts will not treat. Keep the parts clean and away from contaminants.
4) Mold releases: Mold should be kept away from the parts prior to treatment.
Surface treatment can be easily removed. Treated parts should be handled with care. Since the treatment of plastics is essentially invisible to the naked eye, circumstances that could contaminate treated parts should be avoided. After parts are treated, avoid excess handling. Under no circumstance, should the area of the part that was flame treated be handled. Dust or dirt should be blown off with air or rinsed off with water, and allowed to air dry.
Flame treated parts, Avoid:
1) Excess handling – The oil from hands can remove flame treatment.
2) Wiping parts – Wiping with paper towels or clothes can remove flame treatment.
Flame Treating
Flame treating polyolefins is a common method to alter the surface structure of the plastic to be made polar through the method of oxidation. When flame treating, the main consideration should be the uniformity in which the part will have contact with the flame. The distance of the treated part should not vary distance from the flame.
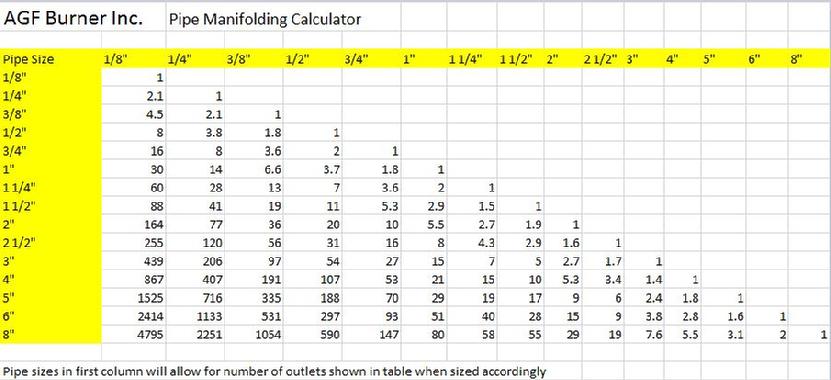
The optimum distance to place plastics with an AGF Burner, Inc. Ribbon burner inserts is 3/8”-1/2” (inch) from the surface of the flame tips. For example, a part to be treated with an AGF Burner, Inc. ribbon burner containing a figure 11-55 insert should be 1.25” to 1.375”(inch) from the insert face of the burner.
The surface of parts to be treated must be free from dust, grease, moisture, mold, or any other foreign containments.
Apparatus:
1) Burner
2) Air-gas Venturi mixer
3) Air regulator
4) Gas regulator
5) Needle valves
6) Gas supply (propane or natural gas)
7) Compressed air or blower
Procedure:
1) Calculate gas flow to give required BTU/hr output of the burners
2) Calculate air to gas ratio
3) Calculate air flow required to obtain 110% stoichiometric ratio.
4) Set air and gas flows, and ignite.
5) Set distance between visible blue tip of the flame and the part to be treated at ½” inch.
- If you are mounting the burner, attempt to set the burner at approximately a 30 degree angle from the perpendicular to push the heat away from the burner manifold. If you mount the burner at 30 degrees, set the vertical distance at 0.433”(from the visible flame tips) for the first run.
- Vertical and angular adjustability should be considered when building or mounting the burner.
6) If you are using a conveyor, set speed at 75 feet per minute.
7) Treat part and perform surface test.
8) Slight adjustment should now be made to the air/gas ratio of the flame to obtain the optimum treatment of the parts.
- Adjustments can also be made to the distance of the burner to the treated part.